Optimización de un producto médico enfocado en el moldeo por inyección
Optimization of a medical device based on injection molding
Israel Morales-Almendares, Luis Alberto Rodríguez-Picón, Soledad Vianey Torres-Arguelles, Iván Juan Carlos Pérez-Olguín
Ingeniero Electromecánico, israel.morales@uacj.mx, Universidad Autónoma de Ciudad Juárez, Ciudad Juárez, México.
Doctor en Ciencias de la Ingeniería, luis.picon@uacj.mx, Universidad Autónoma de Ciudad Juárez, Ciudad Juárez, México.
Doctora en Ingeniería, vianey.torres@uacj.mx, Universidad Autónoma de Ciudad Juárez, Ciudad Juárez, México.
Doctor en Ciencias e Ingeniería Industrial, ivan.perez@uacj.mx, Universidad Autónoma de Ciudad Juárez, Ciudad Juárez, Ciudad Juárez, México.
Recibido: Enero 20 de 2020 Aceptado: Mayo 22 de 2020
Forma de citar: I. Morales-Almendares, L.A. Rodríguez-Picón, A.V Torres-Arguelles, I.J.C. Pérez-Olguín “Optimización de un producto médico enfocado en el moldeo por inyección”, Mundo Fesc, vol. 10, no. 20, pp. 14-23, 2020
Autor de correspondencia:
*Correo electronico:
israel.morales@uacj.mx
©2020. Fundación de Estudios Superiores Comfanorte.

Resumen
En este artículo, se presenta la optimización de un producto médico, para dicho producto se utilizó el moldeo por inyección por ser un proceso capaz de proporcionar bajos costos en la manufactura, tiempos bajos de transformación de la materia prima y productos obtenidos con diversas formas complejas. Se consideró como factores principales a la temperatura del molde, temperatura de fusión, tiempo de inyección y tiempo de enfriamiento. En la optimización se utilizó diseño de experimentos, posteriormente se implementó el método de descenso más pronunciado, se logró ajustar por medio del diseño central compuesto y fue estimado el punto óptimo de la función por análisis canónico. Utilizando el software CAE Moldex3D, fue simulada la inyección. La optimización redujo el alabeo total de la pieza hasta en 0.2 mm, resultando como factores más significativos la temperatura de fusión, tiempo de inyección y tiempo de enfriamiento.
Palabras Claves: moldeo por inyección, optimización de moldeo, superficie de respuesta, diseño de experimentos
Abstract
In this article, the optimization of a medical product is presented, for this product injection molding was used as it is a process capable of providing low manufacturing costs, low times of transformation of the raw material and products obtained with different forms complex. The main factors were the mold temperature, melting temperature, injection time and cooling time. In the optimization design of experiments was used, later the most pronounced descent method was implemented, it was possible to adjust by means of the composite central design and the optimal point of the function was estimated by canonical analysis. Using the CAE Moldex3D software, the injection was simulated. The optimization reduced the total warpage of the piece up to 0.2 mm, resulting in more significant factors of the melting temperature, injection time and cooling time.
Keywords: injection molding, molding optimization, response surface, design of experiments
Introducción
El desarrollo tecnológico en los últimos años ha provocado un cambio en la forma de comercializar nuevos productos, donde la rápida producción de bienes a un bajo costo, manufactura orientada al servicio y energías renovables han sido características clave en las procesos de manufactura [1],[2]. Para cumplir con los tiempos rápidos de producción, los procesos de manufactura de polímeros, principalmente el moldeo por inyección, han ganado terreno debido a las bondades que ofrecen para transformar la materia prima en un producto manufacturado [3]. Sin embargo, por las características estructurales, los polímeros manifiestan comportamientos caóticos en las entradas y salidas del proceso [4].
Considerando lo anterior, ha surgido la necesidad de optimizar los procesos de moldeo por inyección. Bharti et al [5] presentaron una recopilación de los métodos utilizados para la optimización de moldeo por inyección (método Taguchi, Redes Neuronales, Lógica Difusa, Razonamiento Basado en Casos, Algoritmos Genéticos, Método de Elemento Finito, Modelado No Lineal, Superficie de Respuesta, Análisis de Regresión Lineal, Análisis Relacional Gris y el Análisis de Componentes Principales). Precisamente la optimización basada en superficies de respuesta ha sido de los principales enfoques utilizados en diversas investigaciones. Texeira Leite et al. [6] y Téllez-Luis et al. [7] presentaron un análisis canónico basado en la metodología de superficie de respuesta aplicado a la determinación de las condiciones óptimas para la producción de ácido láctico. Liyana-Pathirana et al. [8] presentaron la optimización de extracción de compuestos fenólicos de harina utilizando la metodología de superficie de respuesta. Yousefi et al. [9] consideraron el enfoque de superficie de respuestas para determinar la fórmula de una carne de hamburguesa baja en grasa que contienen semillas de membrillo. Mientras que Danmaliki et al. [10] utilizaron en enfoque de superficie de respuesta para optimizar el proceso de desulfuración de adsorción sobre níquel / carbón activado. Por otra parte, Sulaiman et al. [11] consideraron la metodología de superficie de respuesta para optimizar el proceso de preparación de carbón activado del tallo de yuca.
La popularidad de la metodología de superficie de respuesta radica en su esquema secuencia de optimización, ya que permite optimizar procesos mediante la implementación de experimentos secuenciales que permiten retroalimentar la estrategia de experimentación en vías de lograr la optimización de un proceso o sistema [12]. En primera instancia es posible llevar a cabo un experimento de tamizado, los cuales permiten ajustar modelos lineales, mediante el cual se pueden encontrar términos significantes y medir efectos, de igual manera es posible estudiar la necesidad de ajustar un modelo de mayor, después se define una trayectoria de mejora, la cual se determina mediante el método del ascenso o descenso más pronunciado [13]. De ser necesario un modelo de mayor orden en el proceso de optimización se recurre a diseños experimentalesque permitenajustarmodelos cuadráticos, tal es el caso del diseño central compuesto [14] o el diseño Box-Behnken [15]. Por último, la optimización se lleva a cabo mediante alguna técnica matemática tal como el análisis canónico, el análisis Ridge o alguna otra técnica dependiendo del número de respuestas del proceso [16], [17].
La metodología de superficie de respuesta también se ha aplicado a proceso de moldeo por inyección. Yang y Furong [18] y Attia y Alcock [19] clasificaron en cuatro categorías los factores que afectan la calidad en las piezas moldeadas: diseño de la pieza, diseño del molde, rendimiento de la máquina y condiciones del proceso; no obstante, asumieron que el diseño del molde y de la pieza estaban previamente establecidos. Por otro lado, se encontró que el peso de la pieza moldeada es un factor importante para la calidad del producto, particularmente las dimensiones y el espesor de la pieza.
El articulo está dividido de la siguiente manera: en la sección 2 se analiza el material utilizado, así como la metodología utilizada; en la sección 3 se presentan los resultados; en la sección 4 se presentan las conclusiones obtenidas.
Diseño de experimentos
El método para trabajar con múltiples factores y sus posibles combinaciones es conocido como diseño de experimentos (DOE). En la Figura 1 se muestra la representación gráfica de un diseño factorial 2^4.
El diseño factorial es un tipo de DOE ampliamente utilizado en procesos de optimización, donde los factores varían juntos en lugar de variar uno a la vez. Al agregar factores al diseño, las variaciones aumentan, así como el número de combinaciones. Cuando el total de experimentos ha llegado a un número muy alto, es aceptable fraccionarlo; por ejemplo, en el diseño factorial representado por la Figura 1 se ejecutan únicamente ocho experimentos en lugar de ejecutar los 16 experimentos considerados originalmente.
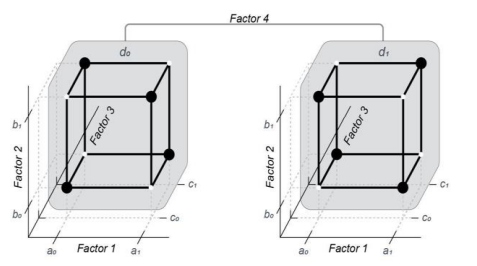
Figura 1 – Medio fraccional factorial 2^4
Método del ascenso o descenso más pronunciado
Con frecuencia, la estimación inicial suele estar retirada del punto óptimo, por tal motivo, una técnica eficiente para llegar rápidamente a los valores óptimos es el método del ascenso o descenso más pronunciado. Los pasos para seguir [20] son los siguientes:
1. Elegir el tamaño del paso en la variable que se tiene mayor conocimiento ∆xj , o aquella que tiene el mayor coeficiente de regresión en valores absolutos, βj .
2 Calcular el tamaño del paso para las variables restantes con la siguiente ecuación

3. Convertir ∆xi de valores codificados a valores naturales.
Superficie de respuesta
El método de superficie de respuesta (MSR) es de los más utilizados para obtener un modelo de aproximación [20], donde una función, usualmente cuadrática, ajusta los diferentes datos utilizando regresión de mínimos cuadrados.
Basado en diseño de experimentos (DOE) y mínimos cuadrados, la respuesta puede escribirse de la siguiente forma:
donde f(x) son los factores involucrados en la calidad de las piezas moldeadas y ε es el error aleatorio. Debido a que no se conoce la relación entre la respuesta y las variables independientes, es necesario ajustar el modelo de superficie de respuesta de la Ecuación ( 3 ) para llegar a una aproximación. Si la respuesta está bien modelada por una función lineal, se trata de un modelo de primer.

De existir curvatura en el sistema, es necesaria la implementación de un polinomio de segundo orden.

donde βo , βi , βii y βij representan los coeficientes de cambio en y por cada unidad en x.
Diseño central compuesto
El diseño central compuesto es el más utilizado para estimar la curvatura del modelo. Está formado por un diseño cubico que corresponde al diseño factorial compuesto 2k, un punto central y puntos estrella separados una distancia α del centro. En la Figura 2 se presentan una representación gráfica de un diseño central compuesto de tres factores.
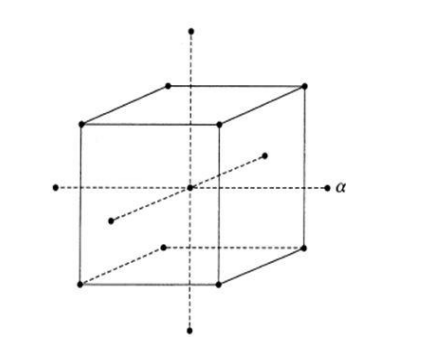
Figura 2 - Representación gráfica de un diseño central compuesto con tres factores.
Materiales y métodos
En esta sección se presentan y describen los materiales y métodos utilizados para la aplicación de presente artículo.
Materiales
Para este proyecto fueron utilizados cinco computadoras con el software Moldex3D para realizar las simulaciones de inyección.
Tabla I – Equipo utilizado en la simulación y optimización

Metodología utilizada
El trabajo fue desarrollado siguiendo la secuencia que se muestra en la Figura 3: a) son identificados cuatro factores iniciales y la variable de respuesta: tiempo de inyección (It), temperatura de fusión (MeT), temperatura del molde (MoT), tiempo de enfriamiento (Ct) y el alabeo (w) como respuesta a optimizar; b) se crea un diseño factorial completo 2k con tres puntos centrales; c) se configura la máquina virtual, material y proceso en Moldex3D; d) se analizan los datos de alabeo obtenidos desde Moldex3D; d) se utiliza el método del descenso más pronunciado; f) para crear la superficie de respuesta se crea un diseño central compuesto.
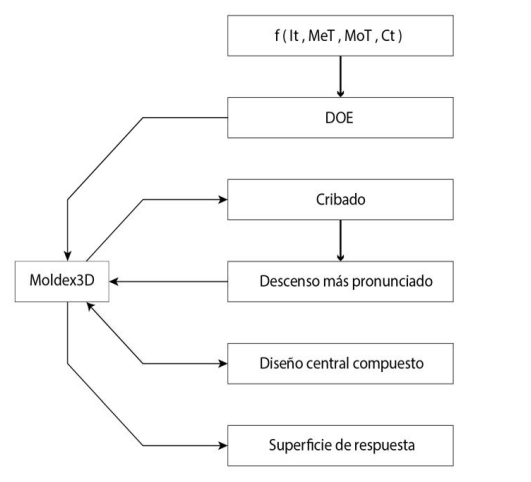
Figura 3 – Metodología de optimización
Resultados y análisis
Propiedades de máquina simulada y material utilizado
En la Tabla II y Tabla III se presentan respectivamente las propiedades de la maquina simulada y el material utilizado.
Tabla II – Propiedades de la máquina simulada NEX80-12E-A-177

Tabla III – Propiedades del plástico polipropileno

Resultado del diseño de experimentos
Del análisis factorial son identificados los factores de mayor significancia. De la Tabla 4 se identifica al tiempo de inyección (It), temperatura del plástico (MeT), temperatura de enfriamiento (Ct) y la interacción It-Ct como los más significativos. También, se presenta un valor p=0.000 en la curvatura. Estos resultados se pueden notar en la Tabla IV. En la Tabla 5 se muestra la información general del diseño factorial considerado.
Tabla IV – Análisis de varianza DOE

Se puede notar en la Tabla V que se obtuvo un coeficiente de R-cuad ajustada del 99.52%, lo cual implica que el modelo ajustado explica en un 99.52% la variación del alabeo, lo cual indica un buen ajuste del modelo lineal ajustado. Por último, en la Figura 4 se muestra un diagrama de Pareto de los efectos estandarizados del experimento, se puede notar que las barras de los términos del experimento que exceden el nivel crítico son consideradas como significantes, los resultados pueden ser corroborados a partir de la tabla ANOVA (Tabla VI)
Tabla V. Resumen del diseño factorial completo DOE
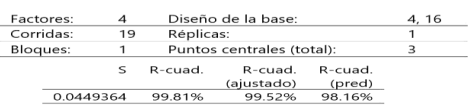
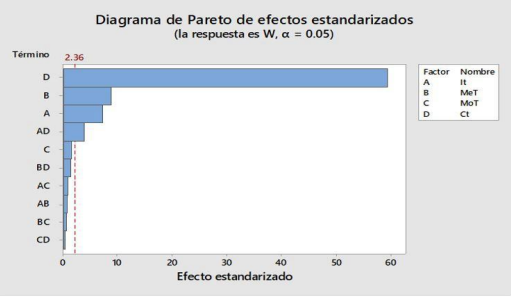
Figura 4. Diagrama de Pareto de efectos estandarizados
Tabla VI – Análisis de varianza del diseño central compuesto

En la Tabla VII se presenta la tabla de coeficientes de los términos del experimento, se pueden notar que los mismos términos resultaron significantes, a partir de la columna de coeficientes es posible formular el modelo de segundo orden completo, el cual se muestra después de la tabla.
Tabla VII – Coeficientes codificados, diseño central compuesto
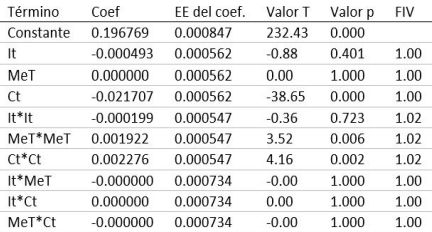
W=0.196769- 0.000493 It+ 0.000000 MeT0.021707 Ct- 0.000199 It*It+ 0.001922 MeT*MeT+ 0.002276 Ct*Ct- 0.000000 It*MeT + 0.000000 It*Ct - 0.000000 MeT*Ct.
Análisis canónico
Con los coeficientes obtenidos en la Tabla 11 se realiza un análisis canónico para estimar los valores óptimos de los factores. Para esto, primeramente, se calcula el punto estacionario (x_s ) de la superficie de respuesta mediante la ecuación que se muestra a continuación.
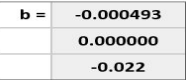
Como primer paso se determina el vector b, el cual es un vector de los coeficientes de regresión de los términos lineales.
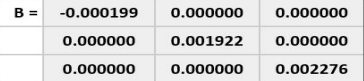
A continuación, se determina la matriz B, la cual tiene como componentes en la diagonal los coeficientes de regresión de los términos cuadráticos, mientras que los elementos fuera de la diagonal se obtienen como la mitad de los coeficientes de regresión de los términos de interacción.
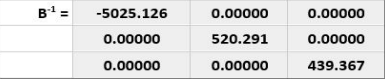
A continuación, se calcula la inversa de la matriz B.
Siguiendo las operaciones de la ecuación, la matriz inversa obtenida se multiplica por b, para al final ser multiplicada por 1/2.
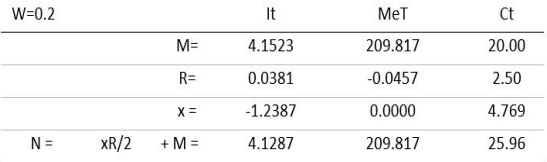
Los valores obtenidos anteriormente para los tres factores representan un punto estacionario de la superficie de respuesta. Sin embargo, estos valores están codificados por lo que resulta conveniente obtener los niveles del punto estacionario en valor natural. En la Tabla VIII se muestran los niveles naturales de los tres factores.
Tabla VIII – Cálculo para los valores óptimos naturales del análisis canónico
Por último, para caracterizar la superficie de respuesta es necesario obtener los eigenvalores de la matriz B, de esta manera será posible determinar el tipo de punto estacionario que se encontró anteriormente. A continuación, se describe el proceso para encontrar los eigenvalores.
Como primer paso se resta la matriz B – λI, en donde λ representa el eigenvalor, mientras que I representa una matriz identidad.
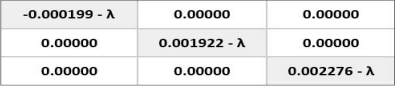
A continuación, se obtiene la determinante de la matriz obtenida anteriormente, la determinante resulta en una ecuación cubica como se presenta en la ecuación (6), al obtener las raíces de esta ecuación es posible obtener los valores de los tres eigenvalores λ
Considerando que los eigenvalores tienen un signo negativo y dos positivos, se determina que el punto estacionario se trata de un punto silla.
Conclusiones
El tiempo de enfriamiento resultó ser el factor más significante en el defecto de alabeo, no obstante, aumentar tiempos de enfriamiento representa costos de energía. Los factores tiempo de inyección y temperatura del material fundido también resultaron significantes, pero en menor medida.
Por tratarse de un producto con formas sencillas, el método de optimización utilizado cumplió con el objetivo planteado, dado que se logró el objetivo de optimización planteado para el alabeo. En primera instancia fue posible determinar qué factores fueron significantes para la respuesta de alabeo del proceso de moldeo por inyección, a continuación, se determinaron los niveles óptimos de estos factores mediante un análisis canónico. Específicamente para este caso de estudio se encontró que el punto estacionario encontrado fue un punto silla. Sin embargo, con la corrida del método del ascenso más pronunciado que más se acerca al valor objetivo del alabeo se logró determinar las condiciones óptimas. Como trabajo a futuro, dado que se encontró un punto silla resultaría conveniente seguir estudiando el proceso mediante alguna otra técnica tal como el análisis Ridge lo cual permitiría optimizar el proceso de manera restringida dentro del rango de experimentación.
Por último, también resulta conveniente considerar otras respuestas en la experimentación, en los productos se tienen diversas características de calidad que definitivamente tienen que observarse durante la experimentación. Esto denota la necesidad de utilizar métodos de optimización de múltiples respuestas lo cual resulta un caso de estudio interesante para trabajo futuro.
Referencias Bibliográficas
[1] I. Visnjic Kastalli and B. Van Looy, “Servitization: Disentangling the impact of service business model innovation on manufacturing firm performance,” J. Oper. Manag., vol. 31, no. 4, pp. 169–180, 2013
[2] C. Rusinko, “Green manufacturing: An evaluation of environmentally sustainable manufacturing practices and their impact on competitive outcomes,” IEEE Trans. Eng. Manag., vol. 54, no. 3, pp. 445–454, 2007
[3] S. Agarwal et al., Applied Plastics Engineering Handbook, 2nd ed. Norwich, NY: William Andrew Publishing, 2017
[4] T.L. Smith, “Physical Properties of Polymers–an Introductory Discussion,” Polym. Eng. Sci., vol. 13, no. 3, pp. 161– 175, 1973
[5] P.K. Bharti, M.I. Khan, and H. Singh, “Recent Methods for Optimization of Plastic Injection Molding Process – a Retrospective and Literature Review,” Int. J. Eng. Sci. Technol., vol. 2, no. 9, pp. 4540–4554, 201
[6] M. Leite, M. Barrozo, and J. Ribeiro, “Canonical Analysis Technique as an Approach to Determine Optimal Conditions for Lactic Acid Production by Lactobacillus helveticus ATCC 15009,” Int. J. Chem. Eng., vol. 2012, 2012
[7] S. J. Téllez-Luis, A. Moldes, J. Alonso, and M. Vázquez, “Optimization of Lactic Acid Production by Lactobacillus delbrueckii through Response Surface Methodology,” J. Food Sci., vol. 68, pp. 1454–1458, 2006
[8] C. Liyana-Pathirana and F. Shahidi, “Optimization of extraction of phenolic compound from wheat using response surface methodology,” Food Chem., vol. 93, pp. 47–56, 2005
[9] N. Yousefi, F. Zeynali, and M. Alizadeh, “Optimization of low-fat meat hamburger formulation containing quince seed gum using response surface methodology,” J. Food Sci. Technol., vol. 55, 2017
[10] G. Danmaliki, T. Saleh, and S. Ahmad, “Response Surface Methodology Optimization of Adsorptive Desulfurization on Nickel/Activated Carbon”, vol. 313, 2017
[11] N. Sulaiman, R. Hashim, M.H. Mohamad Amini, M. Danish, and O. Sulaiman, “Optimization of activated carbon preparation from cassava stem using response surface methodology on surface area and yield,” J. Clean. Prod., vol. 198, 2018
[12] L. Freeman, A. Ryan, J. Kensler, R. Dickinson, and G. Vining, “A Tutorial on the Planning of Experiments,” Qual. Eng., vol. 25, 2013
[13] S.K.S. Fan and K.-N. Huang, “A new search procedure of steepest ascent in response surface exploration,” J. Stat. Comput. Simul., vol. 81, no. 6, pp. 661– 678, 2011
[14] G. E. P. Box and K. B. Wilson, “On the Experimental Attainment of Optimum Conditions,” 1992, pp. 270–310
[15] G. E. P. Box and D. W. Behnken, “Some New Three Level Designs for the Study of Quantitative Variables,” Technometrics, vol. 2, no. 4, pp. 455–475, 1960
[16] M. Raymond H, D. C. Montgomery, and C.M. Anderson-Cook, Response Surface Methodology: Process and Product Optimization Using Designed Experiments. John Wiley & Sons, 2016.
[17] E. Del Castillo, Process Optimization:A Statistical Approach, vol. 105. Boston, MA: Springer US, 2007.
[18] Y. Yang and F. Gao, “Injection molding product weight: Online prediction and control based on a nonlinear principal component regression model,” Polym. Eng. Sci., vol. 46, pp. 540–548, 2006
[19] U.M. Attia and J.R. Alcock, “An evaluation of process-parameter and part-geometry effects on the quality of filling in micro-injection moulding,” Microsyst. Technol., vol. 15, no. 12, pp. 1861–1872, Dec. 2009
[20] D.C. Montgomery, Design and Analysis of Experiments, 8th ed., vol. 2. Hoboken, NJ, USA: John Wiley & Sons, Inc., 2012